Dass Bleche zu entgraten und zu verrunden mehr ist als ein notwendiges Übel, sondern eine echte Wertschöpfung am Bauteil darstellt, soll diese Untersuchung belegen. Viele Blechbearbeiter werden von Ihren Kunden dazu „genötigt“, denn die Zeichnungen enthalten Angaben zur Kantenverrundung. Aber weshalb?
Einer der häufigsten Gründe dafür ist, neben der Reduzierung von Verletzungsrisiken, die Verbesserung des Korrosionsschutzes. In welchem Ausmaß das Endprodukt davon profitiert, zeigt die folgende Dokumentation eines Beschichtungsversuchs mit anschließendem Querschliff und Salzsprühtest die in Zusammenarbeit von QIB, der Qualitätsgemeinschaft Industriebeschichtungen e.V. und www.blech-entgratung.de entstand. Die Laboruntersuchungen wurden vom IFO Institut für Oberflächentechnik GmbH in Schwäbisch Gmünd durchgeführt.
Gratfrei schneiden ist das eine – doch wieviel Lackmaterial bedeckt eigentlich die Kanten der Werkstücke, wenn diese nicht verrundet werden?
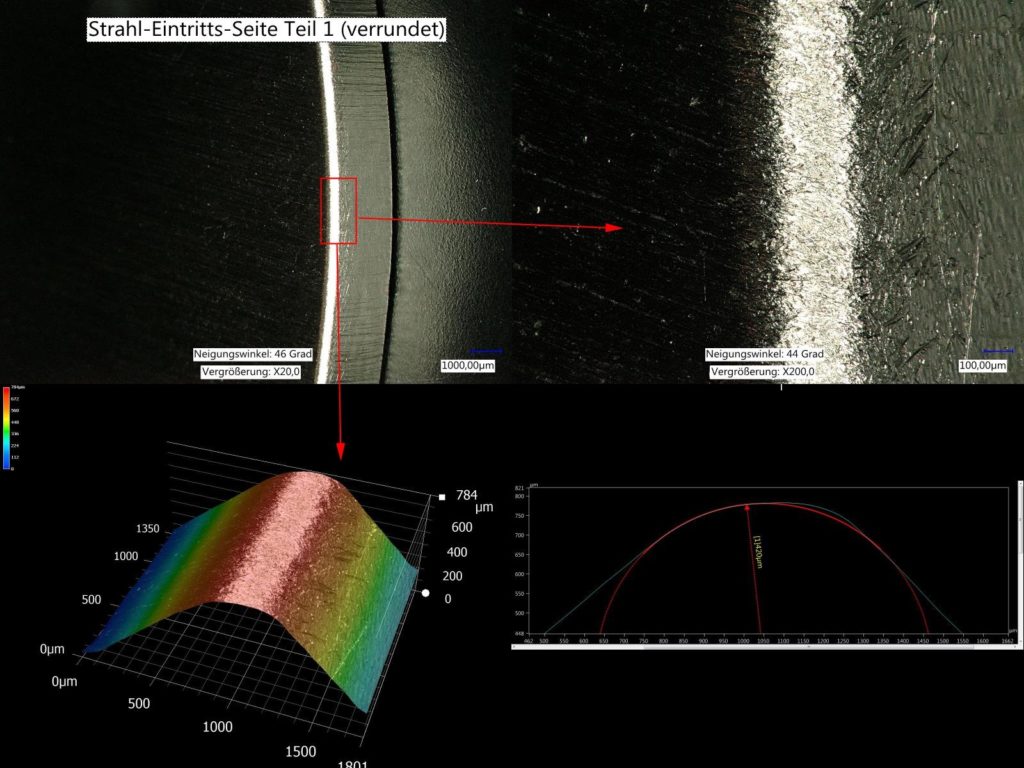
Eines ist sicher, auch eine perfekte Laserkante ist sehr scharf. Die von www.blech-entgratung.de an einem Musterbauteil durchgeführte Messung mit Hilfe eines Keyence® Digitalmikroskops VHX-6000 ergab, dass die Strahleintrittsseite immerhin einen „Radius“ von 74µm aufweist, während die Strahlaustrittsseite mit 37µm so ausfällt, dass sie haptisch als sehr scharf empfunden wird.
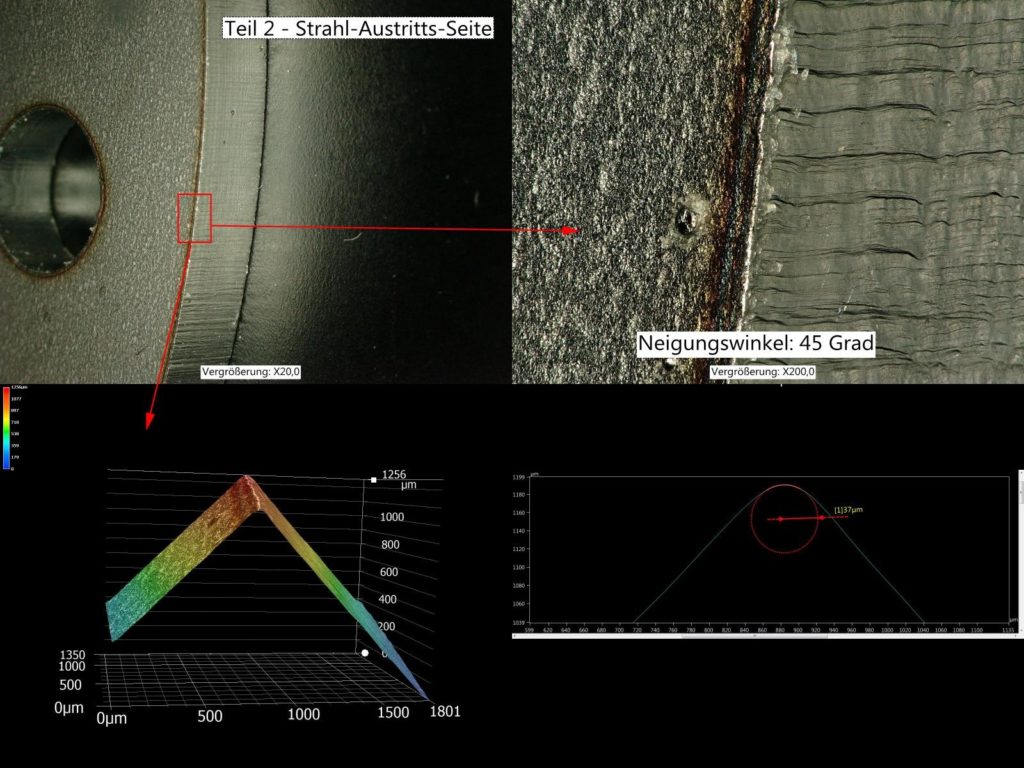
Diese Werte fallen sicherlich deutlich unterschiedlich aus in Abhängigkeit des Schneidverfahrens, der Schneidparameter oder aber auch der Blechstärke. Sicher ist aber, dass die Kanten eines Laserschnitts, selbst wenn nicht gratbehaftet, sehr scharf sind.
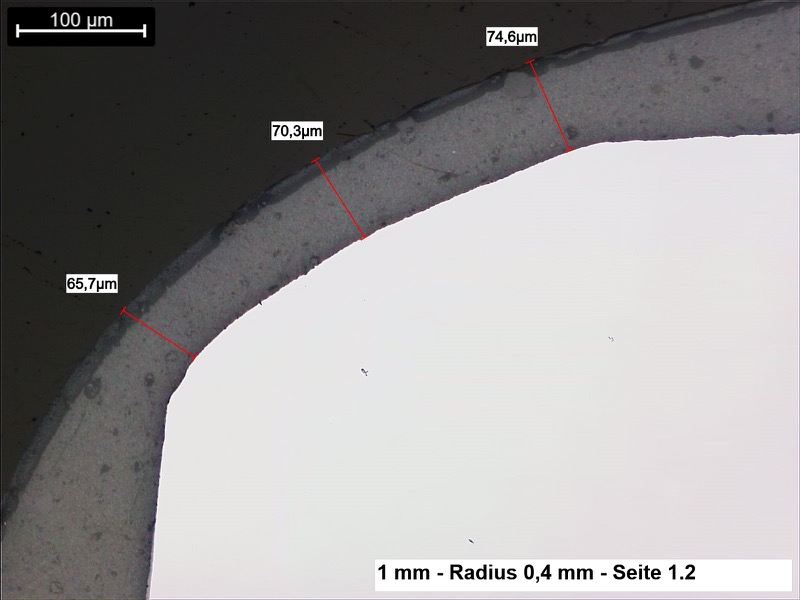
Das nachfolgende Bild zeigt nun die Messung an einem Blech, welches mit einem Radius ca. 0,4 mm verrundet wurde.
Was bedeutet dies nun für die folgende Pulver-Beschichtung?
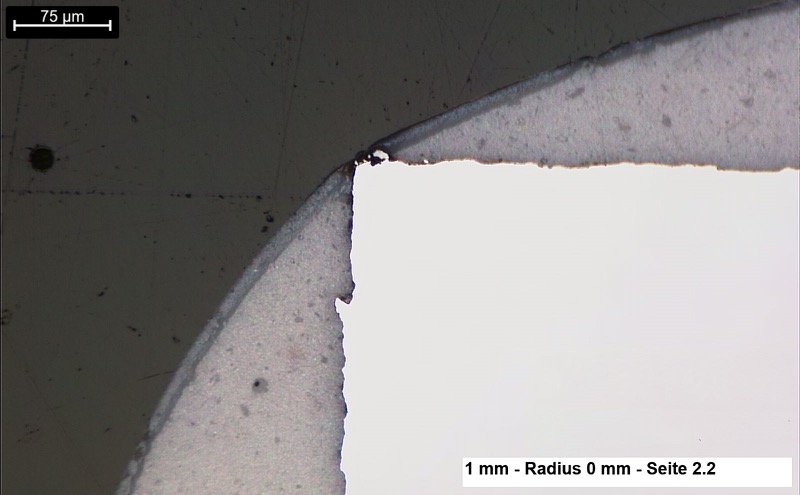
Die folgenden Bilder zeigen in Querschliffen die Schichtstärken im Vergleich. Während sich auf einer zwar gratfreien, aber dennoch scharfen, unbearbeiteten Laserkante fast kein Lackmaterial niederschlägt…
…findet sich auf dem Werkstück mit 0,4 mm Radius bereits eine Schichtstärke von 65µm. Das sind immerhin ca. 50% der auf der Fläche erzielten Schichtstärke.
Was bedeutet dies aber nun für die Korrosionsbeständigkeit der Teile?
Der Salzsprühtest (NSS – Neutrale Salzsprühnebelprüfung) nach DIN EN ISO 9227:2012-09 zeigt dann auch sehr eindrucksvoll die erzielte Verbesserung der Korrosionsbeständigkeit.
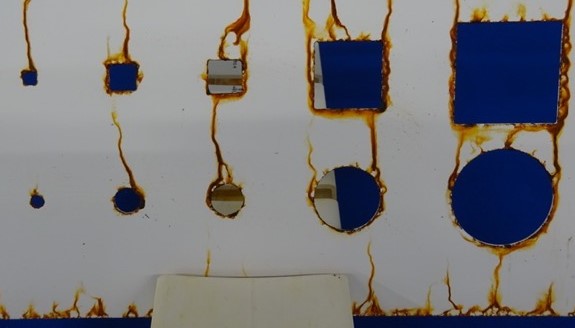
Während das rohe Laserblech nach 336 Stunden Salzsprühnebelprüfung deutliche Korrosionsspuren aufweist,

finden sich am verrundeten Bauteil nur wenige Ansätze von Rostbildung.
Dass auch am verrundeten Bauteil leichte Korrosionsspuren nachzuweisen sind, ist auf die Geometrie der Bohrungen zurückzuführen. Die Verrundungswerkzeuge, welche heute in modernen Entgratmaschinen zum Einsatz kommen, erreichen z.B. an rechtwinklig zulaufenden Innenkonturen nur eine geringere Verrundung. Abhilfe könnte hier durch „entgratgerechtes“ Konstruieren geschaffen werden, indem die Kontur einen Radius erhält.
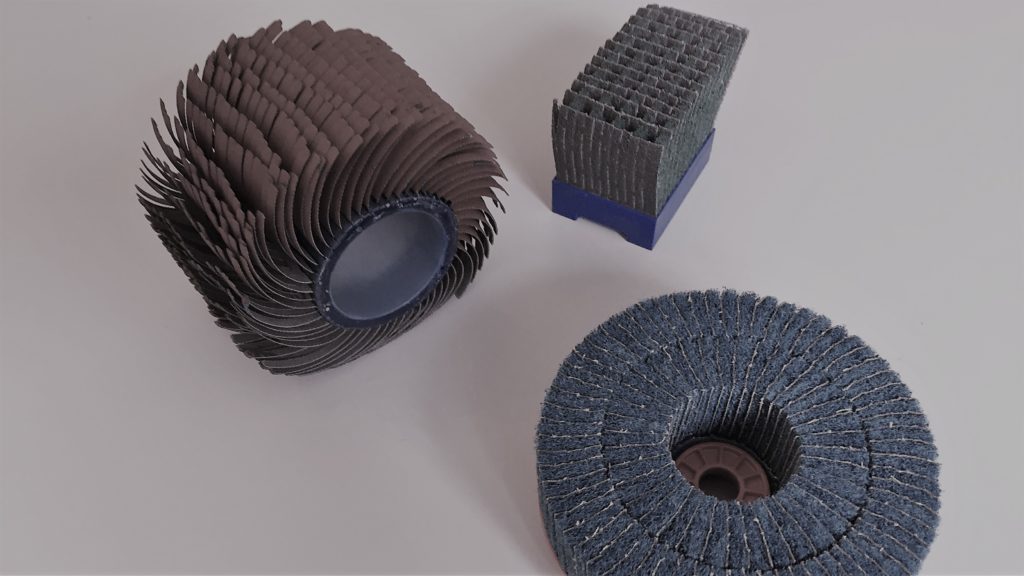
Mit modernen Maschinen zur Blechentgratung lassen sich heute an Innen- und Außenkontur sehr starke Radien erzeugen, wobei hier nicht vergessen werden darf, welchen Einsatz dies erfordert.
Eine Verdoppelung der Verrundung hat den vierfachen Aufwand zu Folge, denn das Spanvolumen steigt quadratisch mit dem Radius. Es ist also sinnvoll und notwendig, die Verrundung an die Anwendung anzupassen, z.B. in Abhängigkeit der gewünschten Schutzdauer des Korrosionsschutzes sowie der Korrosivitätskategorie in der das Bauteil später zum Einsatz kommt.
Weiterführende Informationen & Links:
Aktuelle Beiträge unter: NEWS & BLOG
Ihr Markus Lindörfer
Quellen/Bildrechte:
Bilder der Digitalmikroskopie: www.blech-entgratung.de
Werkzeuge zur Kantenverrundung: www.blech-entgratung.de
Alle sonstigen Bilder: IFO Institut für Oberflächentechnik GmbH / QIB Qualitätsgemeinschaft Industriebeschichtungen e.V. / www.blech-entgratung.de